What Are Industrial Vacuum Systems Used For? Solutions for Every Application
Industrial service vacuum systems can be used in manufacturing and material handling for gripping, lifting, moving, cleaning, and many other applications. The systems typically consist of an electric or compressed air-powered pump, filtration, control valving, end-of-arm tooling, and vacuum cups or grippers to perform the work needed.
We design systems and sell a complete line of products to solve industrial vacuum applications in many industries, including automotive, chemical, food and beverage, logistics & warehousing, packaging, pharmaceuticals, plastics, and more.

Oil-Sealed Rotary Screw Vacuum Pumps
Oil-sealed rotary screw vacuum pumps are some of the most popular machine choices for centralized vacuum generation. Atlas Copco GHS pumps lead the worldwide market for rotary screw solutions, including variable speed drives to save energy for your business.

Dry Vacuum Pumps
Atlas Copco has several completely oil-free vacuum pump solutions to help you save on maintenance and provide a worry-free vacuum without any potential contamination of the environment or process.

Liquid Ring Vacuum Pumps
Atlas Copco and Dekker’s liquid ring vacuum pumps can be bought off the shelf or customized to your specific application to provide the perfect machine for the job. These pumps are ideal for the humid, dusty, and contaminated environments common in harsh industrial processes. Many of these workhorse pumps are installed in food processing and petrochemical operations around the world.
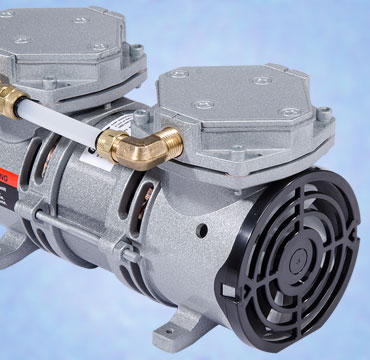
Diaphragm Vacuum Pumps
Gast diaphragm pumps are ideal for light-duty applications with relatively low flows (less than 4 cfm free air flow). They are almost silent when in operation.

Piston Vacuum Pumps
Atlas Copco and Gast offer positive displacement piston pumps with flow rates ranging from 1-1500 cfm. Piston pumps are time-tested, heavy-duty pumps with long service lives.

Regenerative Blowers
Gast regenerative blowers are built for low-noise and maintenance-free operation. They can provide low-grade vacuum levels of up to 185 in. H2O and pressure levels up to 284 in. H2O with a free airflow of up to 810 cfm.

Rotary Vane Vacuum Pumps
Gast and Atlas Copco rotary vane vacuum pumps are available both dry or lubricated and provide pulse-free air/vacuum delivery and easy serviceability in the field. They provide flows from .31 to 500 cfm.

Vacuum Generators
Piab is the industry-leading brand in air-powered vacuum generation systems. Their vacuum pumps and ejectors are the most efficient, robust, and technology-packed in the industry. These generators can be used in a centralized larger generator configuration, or with decentralized generation at each cup/gripper.

Vacuum System Accessories
JHF can provide all types of vacuum accessories needed to complete your system, including tanks, directional valves, blow-off valves, energy-saving valves, safety valves, regulators, sensors and switches, filters and separators, silencers, gauges, end-of-arm tooling (EOAT), robot and cobot solutions, and system controllers.

Vacuum System PMAT
Piab’s Modular Automation Tooling (PMAT) is a swivel arm EOAT solution that provides the designer with unlimited positioning possibilities for their suction cups. A full line of compatible accessories makes this system a turnkey solution.
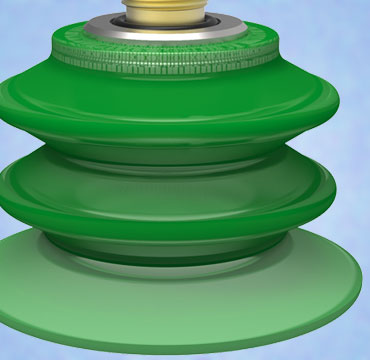
Vacuum Suction Cups
Piab is the industry leader in vacuum cup and gripper technology. They have a vast variety of shapes and materials carefully combined into products for specific material handling situations.

Vacuum Tank Systems
Gast and Atlas Copco both offer complete tank-mounted vacuum pump solutions to provide built-in capacitance for your solution.